Technische Informationen Harteloxal
| Willkommen |
| Produktionsprogramm |
| Farben |
| Bilder |
| Technische Infos SurTec |
| Technische Infos Harteloxal |
| über uns |
| Zertifikat |
| Charity |
| Ansprechpartner |
| Anfahrt |
| Lieferbedingungen |
| Links |
| Datenschutz |
| Kontakt |
Infos zum Harteloxieren
Abmessungen und Gewichte
Maximale Abmessung:
3500x1250x500
Maximales Gewicht: derzeit 200 Kg wird demnächst aufgerüstet auf 400 Kg
Harteloxieren ist sehr stark legierungsabhängig. Dies bedeutet, dass die Materialien streng sortiert ins Bad kommen müssen, da je nach Legierung unterschiedliche Strom und Spannungsbedingungen erforderlich sind. Gibt man Teile aus verschiedenen Legierungen ins Bad zieht eine der beiden Legierungen mehr Strom als die andere. Folglich können Teile durch den zu hohen Strom beschädigt werden. Auch die Teile aus der zweiten Legierung erhalten nicht die vorgesehene Schichtstärke und Härte. Daher sollten die Teile mit Angabe der verwendeten Legierung bei uns abgegeben werden um optimale Arbeitsergebnisse zu erzielen.
|
Computersteuerung für Strom und Spannung garantieren reproduzierbare Ergebnisse |

Materialauswahl
Um Ihnen eine Hilfe bei der Auswahl der Materialien zu geben, haben wir Ihnen eine interaktive Tabelle mit allen gängigen Aluminiumlegierungen zusammengestellt. Diese Liste können sie durch anklicken der roten Spaltenüberschriften sortiert darstellen. Durch nochmaliges Klicken können sie die Sortierung umkehren.
Erläuterung zur Tabelle: Die angegebenen Werte für die Mikrohärte sind Mindestwerte. Die Ergebnisse unserer Anlage liegen wesentlich höher. Beispiel: Bei AlMg4,5Mn erreichen wir ca. 420 Hv 0,05, wobei die Mindesthärte ( ISO 10074 ) 300 Hv 0,05 beträgt.
Bezeichnung |
DIN |
DIN Werkstoff- |
Bezeichnung |
Maximale |
Mindesthärte |
Eignung |
Bemerkungen |
|---|---|---|---|---|---|---|---|
| Al99,5 | 1050A | 3.0255 | Al99,5 | 160 | 400 | 1 = sehr gut | Material ist für eine mechanische Bearbeitung viel zu weich |
| AlCuMgPb | 2007 | 3.1645 | AlCu4PbMgMn | 370 | 250 | 3 = befriedigend | sehr gut zerspanbares Material |
| AlCuBiPb | 2011 | 3.1655 | AlCu6BiPb | 370 | 250 | 5 = nicht geeignet | gut zerspanbares Material |
| AlMgCuMg1 | 2017A | 3.1325 | AlCu4Mg1 | 400 | 250 | 4 = bedingt geeignet | Luftfahrtteile |
| AlMgCuMg2 | 2024 | 3.1355 | AlCu4Mg1 | 460 | 250 | 4 = bedingt geeignet | Luftfahrtteile |
| AlMn1Mg1 | 3004 | 3.0526 | AlMn1Mg1 | 285 | 400 | 1 = sehr gut | hervorragende Korrosionsbeständigkeit |
| AlMn1 | 3103 | 3.0515 | AlMn1 | 200 | 400 | 1 = sehr gut | Material mit guten Korossionseigenschaften |
| AlMg1 | 5005A | 3.3315 | AlMg1 | 185 | 300 | 1 = sehr gut | Material ist in der Regel nur als Blech im Handel |
| AlMg5 | 5056A | 3.3555 | AlMg5 | 350 | 300 | 1 = sehr gut | Material wird gerne für Objektivfassungen verwendet |
| AlMg4,5Mn | 5083 | 3.3547 | AlMg4,5Mn0,7 | 420 | 300 | 1 = sehr gut | Material ist besonders für verzugsfreie Frästeile geeignet |
| AlMg2 | 5241 | 3.3525 | AlMg2Mn0,3 | 270 | 300 | 1 = sehr gut | Material ist in der Regel nur als Blech im Handel |
| AlMg3 | 5754 | 3.3535 | AlMg3 | 305 | 300 | 1 = sehr gut | Material ist in der Regel nur als Blech im Handel |
| AlMgSi0,5 | 6060 | 3.3206 | AlMgSi | 215 | 400 | 1 = sehr gut | das häufigste Material für Winkel, Flachstangen, Rohre |
| AlMgSi1 | 6082 | 3.2315 | AlMgSi1MgMn | 310 | 400 | 1 = sehr gut | Material mit guter Festigkeit |
| AlZn4,5Mg1 | 7020 | 3.4335 | AlZn4,5Mg1 | 350 | 300 | 1 = sehr gut | Material für Schweißkonstruktionen |
| AlMgZnCu0,5 | 7022 | 3.4345 | AlZn5Mg3Cu | 490 | 300 | 2 = gut | Material mit herausragender Festigkeit |
| AlMgZnCu1,5 | 7075 | 3.4365 | AlZn5,5MgCu | 560 | 300 | 2 = gut | Material mit exzellenter Festigkeit |
Eine sehr gute Übersicht über Aluminiumlegierungen bietet das ![]() Handbuch Knetwerkstoffe der Fa. Honsel (Stand 2010). Zum Download geht´s
hier.
Handbuch Knetwerkstoffe der Fa. Honsel (Stand 2010). Zum Download geht´s
hier.
Maße und Passungen
Beim Harteloxieren ist im Gegensatz zum normalen Eloxieren eine Maßabweichung bei der Konstruktion und Fertigung zu berücksichtigen. Der Zuwachs ist die Hälfte der Schichtstärke.
Gewinde
Sackgewinde und Durchgangsgewinde werden in der Regel abgedeckt, da sonst die Gefahr von Läufern extrem hoch ist und die Maßhaltigkeit sehr stark leidet. Sollen Außengewinde auch mit beschichtet werden, müssen die Vorfertigungsmaße angepasst werden. Der Außenduchmesser muss um die Schichtstärke reduziert werden. Da die Schicht senkrecht auf den Flanken aufwächst, die Häfte ins Teil, die andere Hälfte nach außen, ergibt sich für die Fertigung der Gewindeflanken wegen des 60 Grad Winkels ein Offset von 2 x die Schichtstärke. Es empfiehlt sich eine Musterbearbeitung.
Kantenradien
Scharfe Kanten sind möglichst zu vermeiden, da sonst Kantenablösungen möglich sind. Der Grund dafür ist, dass durch das Anwachsen der Schicht senkrecht zur Oberfläche an den Kanten keine Eloxalschicht vorhanden ist. Es empfiehlt sich die Teile mit möglicht runden Kanten zu versehen.
Farbe und Aussehen
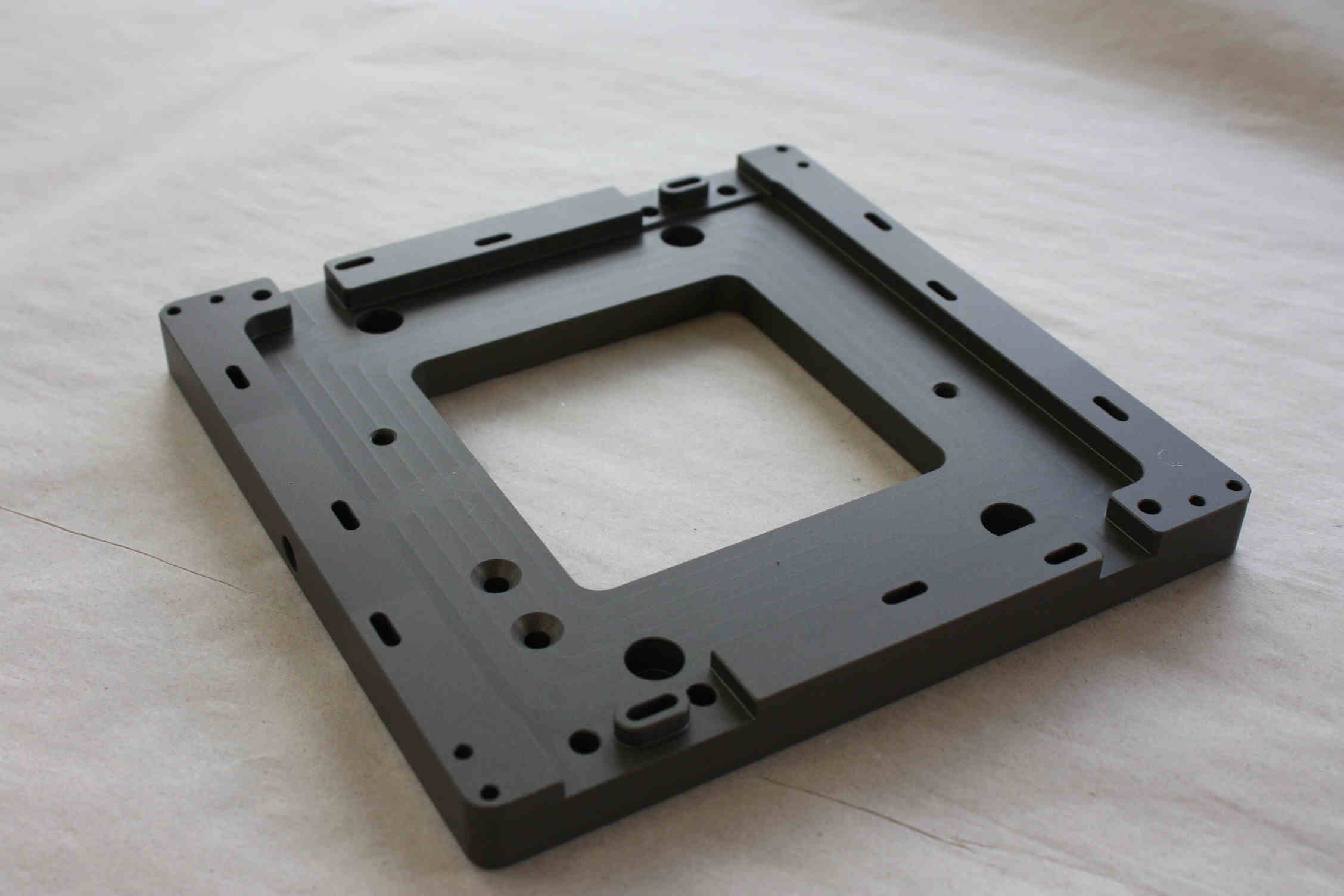
Das Aussehen harteloxierter Bauteile ist sehr stark von den verwendeten Materialien und Schichtdicken geprägt. Generell entstehen keine farblosen Schichten, sondern braune, gelbliche oder graue, deren Aussehen fast schwarz erreichen kann. Die Färbung wird mit zunehmender Schichtdicke intensiver.
|
|
Harteloxiertes Bauteil aus AlMg4,5Mn |
Harteloxiertes Bauteil aus AlMg4,5Mn |

Zusätzliches Einfärben
Da die Eloxalschichten bereits eine Eigenfärbung aufweisen ( siehe oben), ist das zusätzliche Einfärben nicht sinnvoll auszuführen, bis auf das mit schwarzer Farbe. Diese Bearbeitung bieten wir an.
Schichtstärken
Die gängigen Schichtstärken sind 30my, 40my und 50my. Es sind aber Schichtdicken bis über 100my möglich, wenn es das ausgewählte Material zulässt. Je stärker eine Schicht ist, desto widerstandsfähiger ist sie in Bezug auf mechanische Einwirkungen. Die reine Oberflächenhärte nimmt jedoch mit zunehmender Schichtstärke leicht ab.
Erläuterungen zur ISO 10074
In der ISO 10074 werden die Mindestanforderungen der Eigenschaften harteloxierter Bauteile angegeben. Diese Norm wird von uns natürlich erfüllt. Bezugsquelle für diese ISO finden sie hier. Aus der Norm ist allerdings auch ersichtlich welche Legierungen die besseren Schichteigenschaften erwarten lassen (Siehe Materialtabelle).
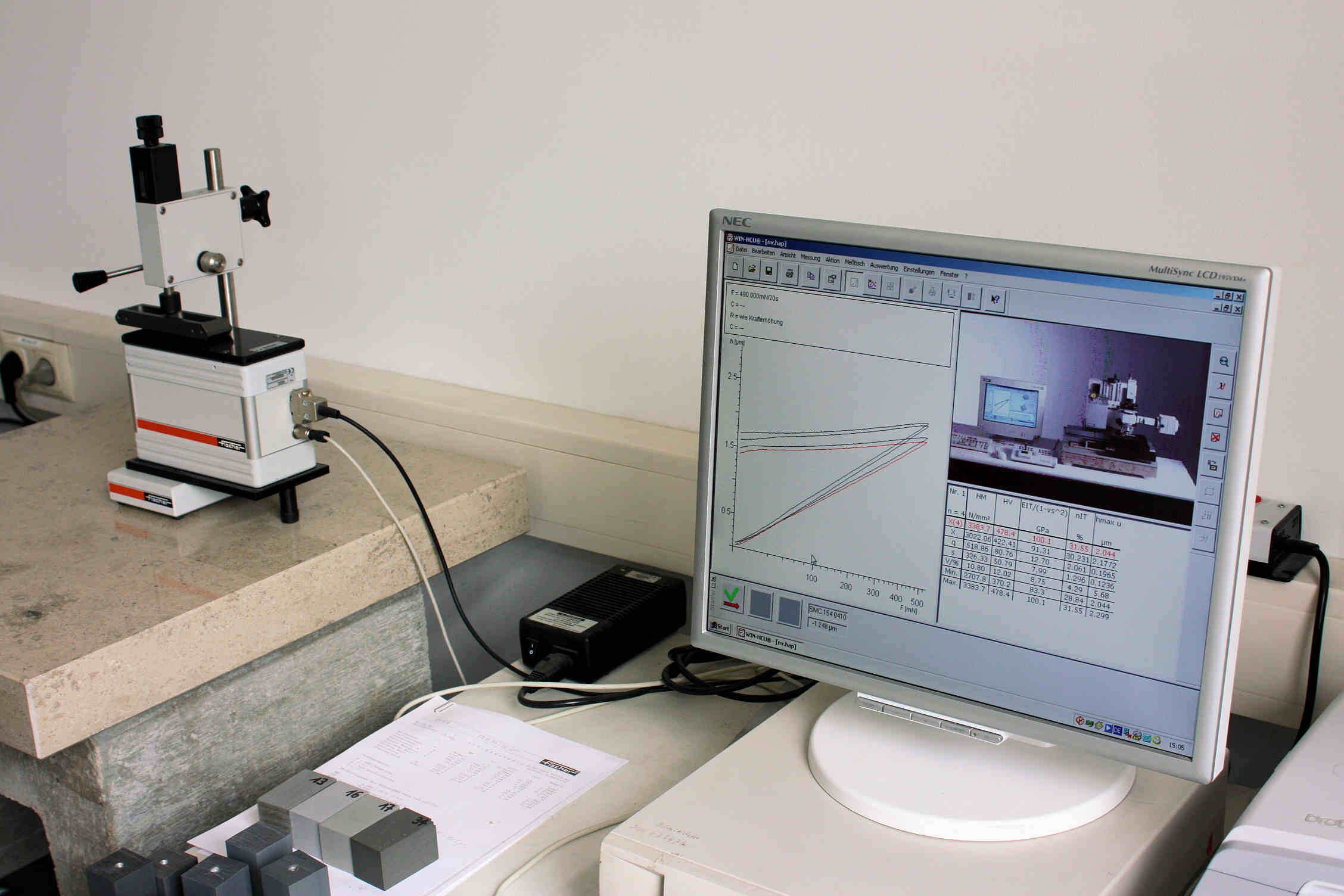
Messung der Schichthärte
Wir sind in der Lage die Härte mit einer Mikrohärtemessanlage zu bestimmen. Wir benutzen dazu ein Gerät der Fa. Fischer.
|
|
Mikrointender |
Härtemessanlage der Fa. Fischer |

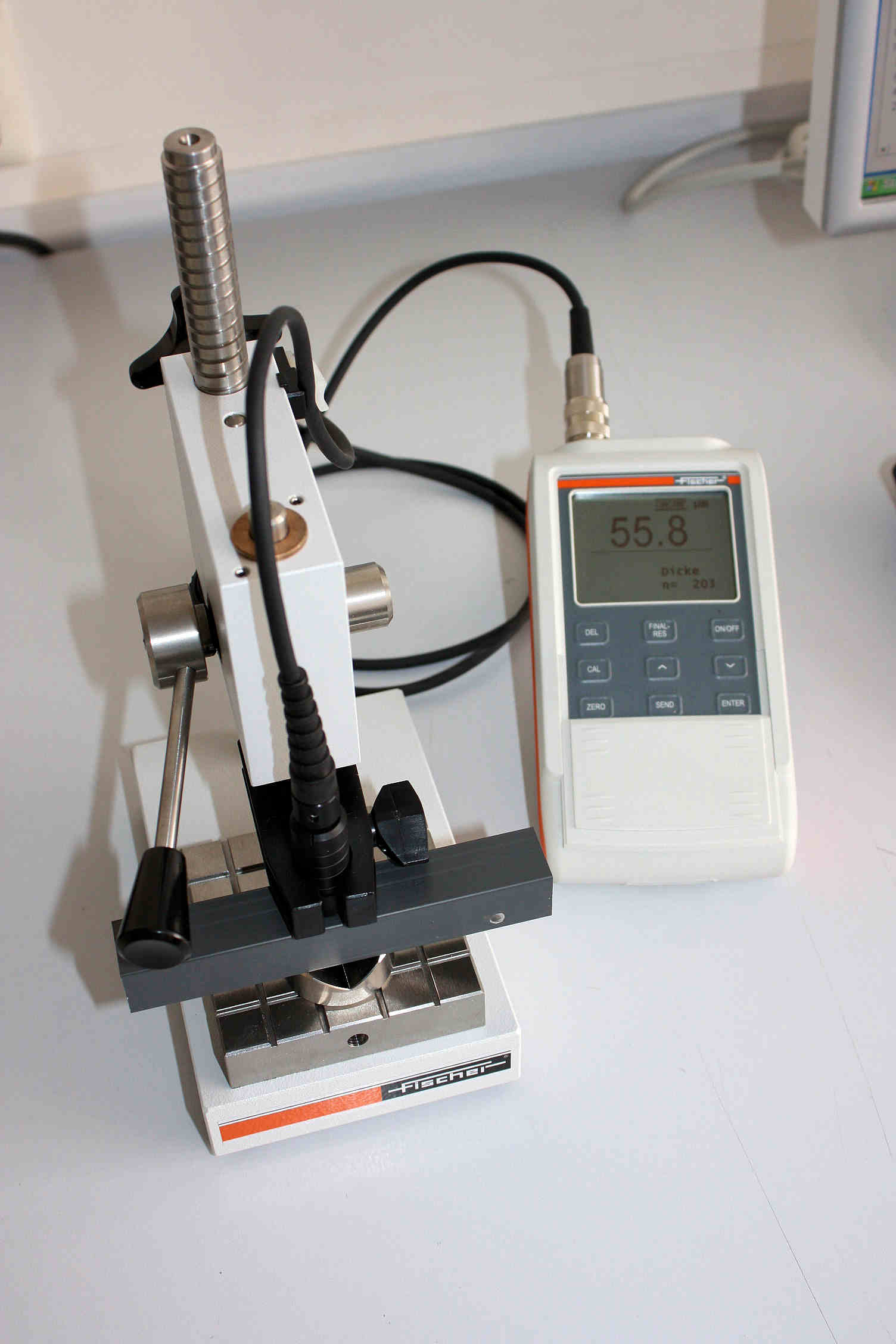
Messung der Schichtdicke
Messung der Schichtdicken erfolgt mit Wirbelstrommessgeräten. Weiterhin nutzen wir ein Lichtschnittmikroskop der Fa. Zeiss für Messungen feinster Bauteile nach DIN EN ISO 2128.
|
|
Schichtstärkenmessgerät Fa. Fischer |
Schichtstärkenmessung Bykotest |
Schichtstärkenmessgerät Fa. Fischer |
|
|
|
Lichtschnittmikroskop Fa. Zeiss |
Probe auf Messtisch Fa. Zeiss |


Schlussbemerkungen
Diese Informationen sind nach bestem Wissen zusammengestellt, Irrtümer aber nicht ausgeschlossen. Für Anregungen zur Verbesserung haben wir immer ein offenes Ohr und würden uns darüber freuen. Diese Zusammenstellung ist deshalb nicht statisch, sondern wird je nach Erfahrungen aktualisiert. Das Aktualisierungsdatum finden Sie am Anfang des Inhaltsverzeichnisses.
Ansprechpartner für Fragen
Finden sie die Informationen nicht, die sie suchen, wenden sie sich an:
| Hr. Atasorkun | Tel. 08092/2324033 |
| Dipl. Ing. Gunther Heinitz | Tel. 08092/2324053 |